 UES Varak Varak, Lazer, Glitter, Foto Emülsiyon, Havyar, Süblime Kağıt ve tüm baskı malzemelerinin ithalatı ve satışı
UES Varak Varak, Lazer, Glitter, Foto Emülsiyon, Havyar, Süblime Kağıt ve tüm baskı malzemelerinin ithalatı ve satışı
Baskı işlemlerinde kullanılmakta olan varakların hassas bir yapıları vardır.

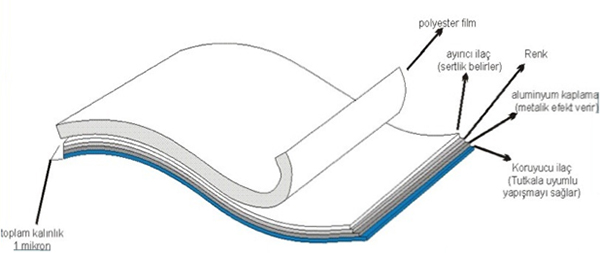
Varakta, renk ve deseni oluşturan kısmı taşıyan film tabaka, baskıdan sonra yüzeyden sıyrılarak atılmaktadır. Baskı işlemlerinde, zemine kalıcı şekilde transfer olan asıl kısım 1 micron kalınlığındadır. Bu kadar ince olmasına rağmen bünyesinde dört farklı katman yer almaktadır.
1. Taşıyıcı Film
2. Ayırıcı Kimyasal Tabaka
3. Renk Tabakası
4. Metalik Kaplama
5. Koruyucu Kimyasal Tabaka
İşletmelerde varak baskı uygulandıktan sonra ürünlere yıkama ve sürtme testleri yapılmaktadır. Nadir de olsa, testler sonucu üründe genel ya da bölgesel dökülmeler şeklinde sorunlar oluşabilir. Bu da, varak basılan üründe ulaşılmak istenen katma değeri tümüyle olumsuz etkileyen bir durum ortaya çıkarır.
Bu olumsuz sonucun bir çok muhtemel sebebi olabilir. Böyle bir durum oluştuğunda, varak baskı prosesinin geriye dönük olarak istenilen kriterlerde yapılıp yapılmadığının titiz bir şekilde kontrol edilmesi gerekir.
Fikse sıcaklık ve sürelerinden; pres sıcaklık, zaman ve basıncına kadar şartların uygunluğu kontrol edilir. Eksik veya hatalı uygulama kriteri tespit edilirse giderilir veya düzeltilir. Eğer baskı aşamasında uygun şartlarda üretim yapılmış olduğu belirlenirse, bu sefer de test edilen üründeki baskının dökülme şekline bakılır.

Genelde bu dökülmeler üç şekilde görülür:
- Ürün yüzeyinde hiç bir şekilde pat ve varak kalmamıştır.
- Üründe varak dökülmüş, kısmen patın ürün yüzeyinde oluşturduğu bir tabaka kalmıştır.
- Üründe varak dökülmüş, patın yüzeyinde yalnızca gümüş bir zemin kalmıştır.
Çıkan bu tür sonuçlar bize,varak baskıda kullanılan iki temel malzeme olan varak ve transfer patı ile , uygulanan prosesin yeterli olup olmadığını göstermektedir.
Yukardaki sıralamaya göre değerlendirecek olursak:
a. Ürün yüzeyinde hiç bir şekilde pat ve varak kalmamıştır. Buna göre;
- Pat yeterli bir seviyede fikse edilmemiştir.
- Kullanılan pat, varak transferi için uygun değildir.
b. Üründe varak dökülmüş, kısmen patın ürün yüzeyinde oluşturduğu bir tabaka kalmıştır. Buna göre;
- Patın olması gereken fikse sıcaklığının (140-145 ºC ) ve pres sıcaklığının (160 ºC ) daha üstünde uygulandığını gösterir.
- Makina parkurundaki sıcaklık göstergeleri ve fanlı bir sistemde çalışılıyorsa, fanların kontrol edilmesi gerekir.
c. Üründe varak dökülmüş, patın yüzeyinde yalnızca gümüş bir zemin kalmıştır.
- yeterli pres sıcaklık ve süresi uygulanarak patın varak katmanlarına tam olarak ulaşması sağlanamamıştır.
- varak baskıda kullanılan varak kalitesinde hata vardır.
Yukarıdaki şartların tam olarak gözden geçirilmesi ve kaliteli malzeme ile uygun şartlarda bir prosesin yapılmış olduğundan emin olunması gerekir. Sektörde farklı fiyat ve kalite seviyesinde malzemelerin satışı yapılmaktadır. Baskı sonrası sorun yaşatmayacak varak ve pat kaliteleri tercih edilmelidir. Aksi halde, malzemeden yapıldığı düşünülen küçük kazançlar; onlarca, yüzlerce kat bedel ödenmesine sebep olabilmektedir.
Günümüz yüksek üretim teknolojileri ile üretilmiş olan varaklarla üst seviyede yıkama haslıkları elde etmek mümkün olmaktadır.
THERMOWASH varaklar, baskı prosesinin uygun yapılması durumunda 10 yıkamada(*) solma belirtisi göstermemektedir.


